Search This Supplers Products:MBBR MediaAeration SystemRAS SystemTube settlerSmart Screw PressTurbo Blower
MBBR Process Flow Diagram And Curvature Diagram Analysis
time2024/03/19
- After reading this, you will learn how to analyze MBBR flowcharts and curvature diagrams!
MBBR Process Principle
The principle of the MBBR process is to increase the biomass and biological species in the reactor by adding a certain number of suspended carriers into the reactor, so as to improve the processing efficiency of the reactor. Since the density of filler is close to water, it is completely mixed with water during aeration, and the environment for microorganisms to grow is gas, liquid, and solid phase. The collision and shear effect of the carrier in the water makes the air bubbles finer and increases the utilization rate of oxygen. In addition, each carrier has different biological species inside and outside, the internal growth of some anaerobic or parthenogenetic bacteria, and the external aerobic bacteria, so that each carrier is a micro-reactor, so that the nitrification reaction and denitrification reaction exists at the same time, thus improving the treatment effect.

MBBR process combines the advantages of traditional fluidized bed and biological contact oxidation method, is a new type of sewage treatment method, relying on the aeration in the aeration tank aeration and water flow enhancement to make the carrier in a fluidized state, and then the formation of suspended growth of activated sludge and attached growth of biofilm, which makes the moving bed biofilm using the entire reactor space, give full play to the attached phase and suspended phase biological superiority of both! This enables the moving bed biofilm to use the whole reactor space, giving full play to the superiority of both the attached phase and the suspended phase organisms, making them complement each other. Different from the previous filler, suspended filler can contact with sewage frequently and many times, so it is called "mobile biofilm".
MBBR influencing factors control:
1. Temperature biofilm reactor system should be operated at 15 ℃ ~ 35 ℃.
2. dissolved oxygen dissolved oxygen is an important factor affecting the removal of organic matter. Especially in the case of phosphorus removal for the purpose of nitrogen removal, the concentration of dissolved oxygen control is particularly important. In different types of biofilm reactor processes, the mixture in various forms in the biological reactor forms aerobic, anoxic, and anaerobic sections. Reactor DO control range for each section: anaerobic section below 0.2mg/L, anoxic section in the 0.2mg / L ~ 0.5mg / L between the aerobic section of the concentration of dissolved oxygen should not be less than 2mg / L. 3, MLSS MBBR Aerobic Reactor.
3. MLSS MBBR aerobic area (pool) sludge concentration should be controlled at 3000mg / L ~ 20000mg / L. Generally speaking, when the concentration of sludge in the feed solution increases, due to the high concentration of sludge, sludge is easy to be deposited on the surface of the biofilm to form a thick sludge layer. However, the concentration of sludge in the feed solution should not be too low, otherwise, the degradation rate of pollutants is low, and at the same time, the adsorption and degradation ability of activated sludge on the dissolved organic matter is weakened, so that the concentration of dissolved organic matter in the supernatant of the mixture increases. Therefore, it should maintain a moderate sludge concentration in the material liquid, too high or too low will make the water flux decrease.
4. pH value The pH value of the influent water of the MBBR reactor should be 6~9.
MBBR process in the engineering application of common problems
(1) How long does it take for the filler to hang? in a month to be able to achieve a good standard. Hang the film is a process, we hang the film is divided into two perspectives, the first is our naked eye can see the filler on the obvious biofilm, which needs seven days; the second is the time to reach the standard, this time in the winter, then it is probably within a month; the third is the biofilm fully mature time, this will be longer, because from the professional point of view, the biofilm fully mature at least through a winter and summer alternation, it above the colony to finally realize the stability. This will be longer, because from a professional point of view, biofilm fully matures at least to experience a winter and summer alternation, it above the colony can finally realize stability.
(2) Does the MBBR process require additional biocides?MBBR in the strict sense of the word does not need to add bacteria, then it is through the reasonable optimization of parameters, that it can go to the natural enrichment.
(3) Does the MBBR need to be backwashed?MBBR's biggest advantage is that it is compared with traditional biofilm is that it does not need to backwash because the biofilm is automatically detached from our research found that when your biofilm activity is relatively strong, its extracellular polymer secretion will be stronger, and its viscosity will be strong.
(4) What is at the core of MBBR?MBBR is the core of two, one is the filler, and the other is the fluidization, filler is used as a carrier, there is no unified study to show how much it affects the performance, but its shape on the fluidization will have an impact, so that from domestic and foreign point of view of the most applications or flat cylindrical filler, evaluation of the dimensions such as performance, film speed, the final stabilization of the effect of life, abrasion resistance, and so on, so from the point of view of now, the core of the suspension of the carrier is still on the fluidization.
(5) Fill rate issues with MBBR systems? The limit fill rate that has been verified is 67%, and the maximum that can be achieved in the project is 60% in the aerobic zone and 50% in the anoxic zone.
(6) Can MBBR be operated when the water temperature is 3 degrees Celsius? Case in Xinjiang, the water temperature of 7 to 8 degrees or so can operate stably. A water temperature of 3 degrees in the country has not been encountered, but it is understood that the water intake of Norway Nordheim wastewater plant is ice meltwater, water temperature is 3 degrees after practice is able to meet the standards of stability.
(7) Will the filler be prone to sludge expansion? Sludge expansion is mainly due to the formation of filamentous bacteria, then from foreign reports show that the filler helps to weaken the sludge expansion because it can be in the sludge system for the "sheer" filamentous bacteria to break, if it is a normal sludge floc and sludge flocs size is much smaller than the size of the filler, which will not break the sludge, so from foreign research to see the MBBR is conducive to improving the efficiency of the sludge expansion. Therefore, from the foreign research to see MBBR is conducive to improving sludge settlement, our engineering practice has not found the MBBR system has obvious sludge expansion characteristics.
Case Study:
A sewage treatment plant in the north
The main process is modified A2/O.
The biochemical tanks, from the influent to the effluent end, are composed of a pre-anoxic zone, anaerobic zone, anoxic zone, aerobic zone, and aerobic zone.
From the influent end to the effluent end, the biochemical tank consists of a pre-anoxic zone, anaerobic zone, anoxic zone, aerobic zone, and
The HRT was 1, 1.6, 10, and 11.2 h, respectively.
The dynamic monitoring values of DO in each reaction zone are
0~0.1, 0, 0~0.1, 2.0~3.0 mg-L-1, respectively.
The sludge concentration of the biochemical tank was 2.5-4.5 g-L-1.
In the anoxic zone, 25% sodium acetate was added for about 5 t-d-1, equivalent to 10 mg-L-1 of BOD.
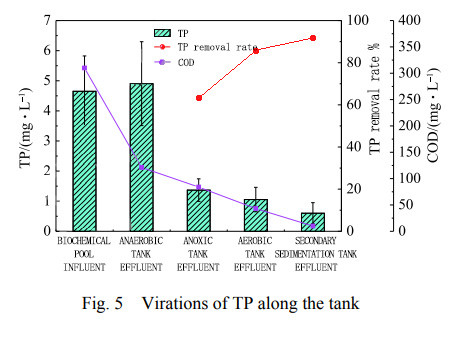
Along the course of the determination of samples, including biochemical tank water, anaerobic tank water, anoxic tank water, aerobic tank water, and secondary sedimentation tank water, sampling points are located in the functional area of the outlet, every interval of 2~3 h sampling, take 3 times, do the mixing of samples for determination. After retrieving the samples, pre-treatment was carried out in time, and ammonia nitrogen, nitrate nitrogen, TN, TP, and COD were measured after mixing the three samples in equal quantities.
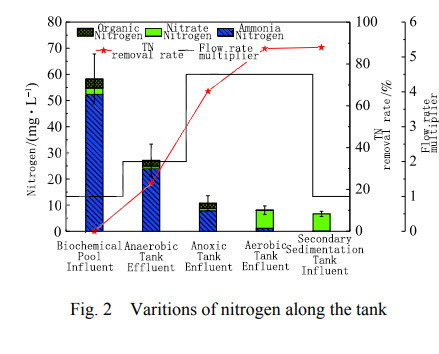
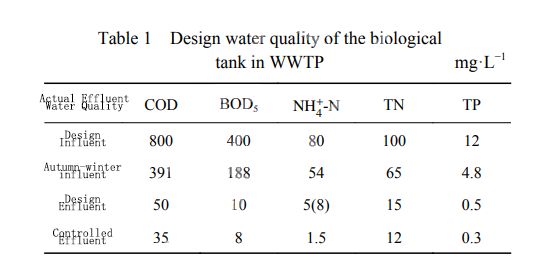
The influent ammonia nitrogen concentration was 52.34 mg-L-1 and the effluent ammonia nitrogen concentration was 0.99 mg-L-1, which resulted in 98.1% ammonia nitrogen removal, which occurred mainly in the MBBR aerobic tank, while no significant ammonia nitrogen removal was observed to occur in the anaerobic/anoxic tank.
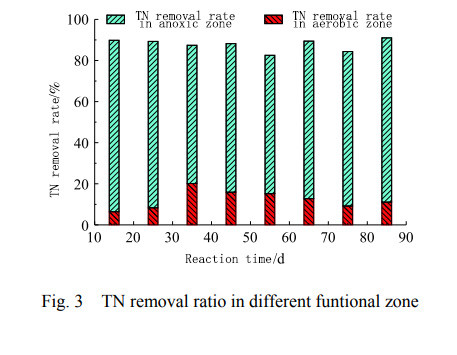
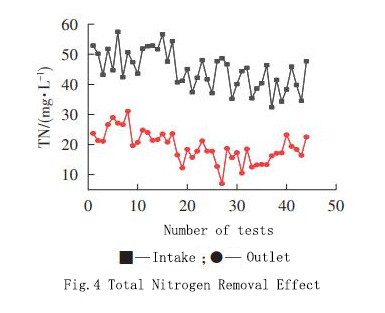
The influent total nitrogen (TN) concentration was 62.53 mg-L-1, the effluent TN concentration was 7.69 mg-L-1, and the TN removal rate was 87.39%. By analyzing the actual influent and effluent TN concentrations as well as the return flow in each functional area, it can be determined that the TN removal effect exists in each functional area. Taking the influent TN as a benchmark, the TN removal rates in the anaerobic, anoxic, and aerobic zones were 22.76%, 44.51%, and 20.12%, respectively, where the phenomenon of TN removal in the aerobic zone predicted the existence of a stable SND (Synchronized Nitrification Denitrification) process.
The influent total nitrogen (TN) concentration was 62.53 mg-L-1, the effluent TN concentration was 7.69 mg-L-1, and the TN removal rate was 87.39%. By analyzing the actual influent and effluent TN concentrations as well as the return flow in each functional area, it can be determined that the TN removal effect exists in each functional area. Taking the influent TN as a benchmark, the TN removal rates in the anaerobic, anoxic, and aerobic zones were 22.76%, 44.51%, and 20.12%, respectively, where the phenomenon of TN removal in the aerobic zone predicted the existence of a stable SND (Synchronized Nitrification Denitrification) process.
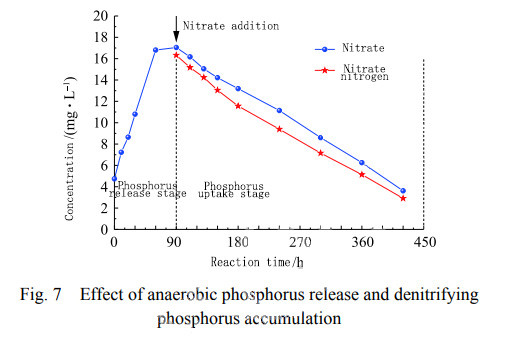
In the anaerobic stage, A. polyphosphoric decomposed the phosphorus accumulated in the body to generate energy, part of which was used for its own survival, and part of which was used for A. polyphosphoric to absorb the acetate glycosides converted from organic matter, which was converted to PHA (polyhydroxy phosphate) and stored in the cell. At the end of the anaerobic phosphorus release, the phosphate concentration increased from 4.74 mg-L-1 to 16.81 mg-L-1, and the rate of phosphorus release during the anaerobic phase was 0.566 g-(g-d)-1. At 90 min, nitrate was administered to the system, and under anoxic conditions, B. polyphosphoria used the nitrate nitrogen as an electron acceptor to oxidize PHA in vivo, and the energy generated was used to superabsorb orthophosphate from the water column and stored as polyphosphate in the cell body. The anoxic phase proceeded until 5.5 h, when the phosphate concentration decreased to 3.62 mg-L-1, at which time the rate of phosphorus uptake was 0.188 g-(g-d)-1.
The experimental results showed that the ratio of phosphorus absorption and denitrification (P/N) was 1.001, which indicated that the energy generated by denitrification in the system was well coupled with anoxic phosphorus absorption, which could reduce the unnecessary consumption of denitrification capacity and reflected the dominant role of denitrifying phosphorus-removing microorganisms in the activated sludge of the system. In the renovation, the tank capacity of the anoxic zone was enlarged, and the HRT of the anoxic zone was increased from 6 to 10 hours, which created conditions for adequate denitrification and phosphorus removal, and denitrifying phosphorus-aggregating bacteria could use nitrate as the electron acceptor for phosphorus absorption. The increase of anoxic HRT was based on the decrease of HRT in the aerobic zone and the addition of a suspended carrier. The further addition of suspended carriers releases the suspended sludge age of the system, and the sludge age is always about 12 days in winter, which can create good conditions for biological phosphorus removal.
1) After upgrading the sewage plant with MBBR, the TN removal rate in the biochemical section was as high as 87.4% in the fall and winter, with the addition of a carbon source to the influent water and the C/N was only 3.05.
In the fall and winter, the TN removal rate in the biochemical section was as high as 87.4%, and the TP removal rate was 91.9%
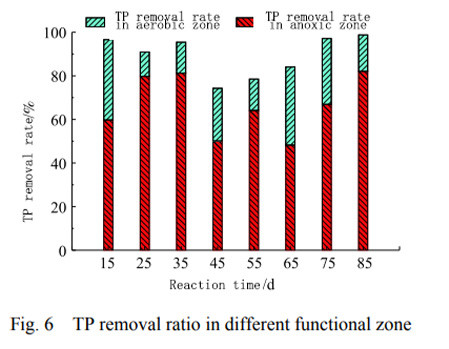
2) There was significant TN removal in the aerobic zone, accounting for about 15-20%, and significant TP removal in the anoxic zone, accounting for 63.04%, so it is assumed that the TN removal rate was as high as 87.4% and TP removal rate was 91.9%.
63.04%, so it is assumed that synchronous nitrification-denitrification (SND) and denitrification phosphorus removal occurred; SND and denitrification phosphorus removal are the most important factors for the high efficiency of nitrogen and phosphorus removal in the system.
SND and denitrification are the main reasons for the high efficiency of the system in removing nitrogen and phosphorus and low carbon consumption; SND is mainly from the suspended carrier; denitrification is due to the long anoxic residence time of the system.
The SND phenomenon mainly comes from the suspended carrier; the denitrification phenomenon is due to the longer anoxic residence time and shorter mud age of the system.
3) The relative abundance of nitrifying bacteria on the suspended carrier was 28.56%, which was 14 times higher than that of the sludge, and the relative abundance of denitrifying bacteria was about 8.34%.
The relative abundance of denitrifying bacteria was about 8.34%, which provided a microscopic guarantee for the occurrence of the SND effect; the presence of bacteria with denitrification and phosphorus removal function in the sludge and suspended filler was detected.
The presence of bacteria with denitrification and phosphorus removal functions in the sludge and suspended filler was detected, which provided microscopic evidence for the existence of denitrification and efficient biological phosphorus removal in this wastewater plant.
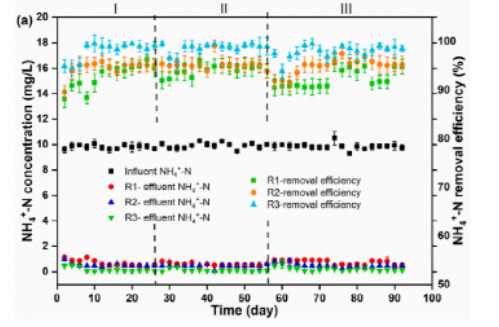
R1, R2, and R3 represent three pools with three different salinity conditions of 12% 16% 35% respectively
The profiles of influent and effluent ammonia concentration, removal efficiency, and nitrite concentration for the three MBBRs during the three operating periods are shown in Fig. 1a.b. In the first operating period, the influent salinity was maintained at 12‰ for 26 d. According to Fig. 1a (Period 1), on the 26th d, the overall stable average ammonium removal achieved by R3 was higher, followed by R2 and R1, and the effluent NH+4-N concentrations of 0.11 ± 0.08, 0.47 ± 0.06, and 0.5 ± 0.04 mg/L. It is noteworthy that during the first ten days (Fig. 1a), R2 and R3 were rapidly started up much earlier than the control bioreactors, which could be attributed to the C2FeO4 surface modification that promoted biofilm growth. Similar results were reported in previous studies that C2FeO4 led to a significant improvement in the ammonia removal capacity of the modified fibers. In addition, the low-dose nanoparticles provided microorganisms with nutrients and active sites, assisted enzyme metabolism, and stimulated microbial biodegradation activity.
In the second phase (26-56 d), the bioreactors were operated at 26‰ salinity level for 30 d. The nitrification activity of all three bioreactors remained unchanged and was less affected by the increase in salinity (Fig. 1a). A similar trend was observed during this period, in which NO-2-N was efficiently oxidized with no nitrite accumulation when its concentration was maintained at 0.10-0.42 mg/L (Fig. 1b). In addition, there was no difference in NO-2-N concentration between bioreactors during this period. These results are consistent with the results of Nevada et al. who used a nitrifying MBBR to treat mariculture wastewater.NO-2-N is an intermediate oxidation byproduct of ammonia and nitrogen produced by ammonia-oxidizing bacteria (AOBs), and the detection of NO- 2-N at lower concentrations suggests complete nitrification.
At the beginning of the third stage (d 56-92), R1, R2, and R3 showed a slight decrease in reactor performance efficiency and effluent quality on d 56-58. Over the next 36 d, the bioreactor exhibited stable performance (Fig. 1a, period III). The average ammonia nitrogen removal for the three MBBRs, R1, R2, and R3 were 91.66±1.5%, 95.18±2.8%, and 98.86±0.7%, respectively. The accumulation of NO-2-N in both reactors occurred immediately when the salt concentration was increased from 26‰ to 35‰.